Introduction
Engineers and product teams face a critical challenge: validating a new design or fulfilling a specialized order without committing to mass-production minimums. A single prototype proves the concept, but moving to 10,000 units risks discovering a costly defect before the design is proven. Low volume PCB assembly bridges that gap, delivering production-grade boards in controlled batches that generate reliable test data, satisfy regulatory requirements, and support limited market releases.
TLDR:
- Low volume PCB assembly produces 25–1,000 boards using automated SMT equipment, not hand-built prototypes
- Eliminates high NRE costs and mass-production risk while accelerating time-to-market
- Critical for startups, medical device validation, industrial automation, and regulated industries
- Requires DFM review, component planning, and layered inspection: AOI, X-ray, and FCT
- Choose partners with ISO 13485, IPC-A-610 Class 2/3 certification, and turnkey scalability
What Is Low Volume PCB Assembly?
Low volume PCB assembly is the production of small batches of printed circuit boards—typically ranging from 25 to 1,000 units—with full component mounting and soldering using automated production equipment. Unlike bare-board fabrication, this service delivers complete assemblies ready for testing or deployment.
Production-Grade Quality from the First Unit
Two service elements directly determine quality at low volumes:
Design for Manufacturability (DFM) reviews Gerber files, BOMs, and circuit diagrams before assembly begins. This analysis catches component placement conflicts, pad size mismatches, and clearance violations that would otherwise cause rework or yield loss. Industry data shows DFM implementation improves yield by 5–20 percentage points and reduces defect rates by up to 30%.
Design for Testing (DFT) defines test-point accessibility and validates the inspection approach for each board design. Effective DFT planning integrates test points and reserves physical space for In-Circuit Test (ICT) or Functional Circuit Test (FCT) fixtures before production begins.
Who This Service Is Built For
Low volume assembly serves three primary customer segments:
- Companies moving from prototype to controlled first production run — teams that have validated the concept and need production-quality boards to generate investor-ready performance data
- OEMs producing specialized or niche-market devices — manufacturers building custom equipment where standardization is impractical and each project has a unique BOM
- Development teams requiring production-quality boards — engineers who need assemblies built on the same SMT equipment as mass production to validate real-world performance before scaling

Key Benefits of Low Volume PCB Assembly
Cost Efficiency Without Mass-Production Commitment
Low volume runs eliminate the need for high tooling investment and large raw-material purchases. Non-Recurring Engineering (NRE) costs—including laser-cut stainless steel stencils ($25–$300) and machine programming—disproportionately inflate per-unit costs on small batches. A $600 NRE charge adds $60 per unit to a 10-unit run, but only $0.60 per unit to a 1,000-unit run.
Many assembly providers waive stencil fees and NRE charges on repeat orders where board dimensions remain unchanged. Experienced manufacturers also tap into bulk component purchasing power to reduce per-part costs on small quantities—narrowing the pricing gap that low-volume buyers typically face through distributors like Digi-Key or Mouser.
Accelerated Time-to-Market
The average hardware product development cycle takes 18–24 months to reach market, and delays are costly—introducing a product 9–12 months late can cost a company 50% of its potential revenues.
Producing a controlled small batch—rather than iterating on single prototypes—lets engineering teams run parallel validation tests, catch systemic issues early, and compress the gap between design freeze and market launch. Fast-turnaround partners can begin assembly within 24 hours of parts availability, delivering finished boards in 1–2 weeks. Thorough beta testing with real users leads to 45% fewer post-launch problems on average, making low volume pilot runs a critical de-risking step.
Design Flexibility and Customization
Low volume production supports complex, non-standard PCB configurations without requiring designs to be simplified for mass-production tooling efficiency:
- Supports board sizes from 50mm × 50mm up to 810mm × 490mm without tooling constraints
- Combines SMT and through-hole assembly on the same board in a single run
- Achieves up to 20 layers on rigid-flex designs (versus 2–16 layers typical for mass production)
- Holds inner layer line width/spacing of 2.5mil/2.5mil, tighter than the 3mil/3mil standard for mass production
Risk Mitigation Through Small-Batch Validation
Producing a limited run before scaling protects against the financial and reputational risk of discovering a design defect at high volume. The cost of poor quality escalates exponentially the later a defect is found:
| Detection Stage | Cost Multiplier | Description |
|---|---|---|
| Raw Materials / Printing | $1 | Catching a defect at inspection or solder paste printing has minimal overhead |
| Sub-Assembly / Reflow | $10 | Fixing a defect after reflow costs 10× more than catching it at printing |
| Final Production / CAPA | $100 | Catching a defect at final test costs 100× more; requires Corrective and Preventive Action |
| Field Failure / Recall | $1,000–$10,000+ | Customer complaints cost ~$1,000; product recalls cost $10,000+ in labor, distribution, and reputation damage |
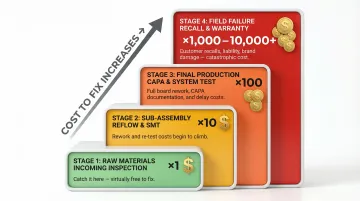
This 1-10-100 rule demonstrates that a single field failure can cost $2,500 in diagnostics, shipping, and lost goodwill. Any required schematic or layout changes can be incorporated quickly between batches without waste.
Reduction of Excess Inventory and Overproduction Waste
Nearly 750,000 components went obsolete in 2022 alone, and the average part lifecycle has shrunk to just 10 years. Speculative high-volume inventory carries real write-off risk—particularly in component-sensitive industries like medical devices.
Low volume, make-to-order assembly sidesteps this exposure. Businesses produce only what the current phase or customer order demands, keeping stock lean and avoiding dead inventory. Carrying costs typically run 15%–25% of inventory value per year, so the savings compound quickly at scale.
Industries and Use Cases for Low Volume PCB Assembly
Startups and R&D Teams
New ventures and research teams need production-ready boards for investor demos and early customer deliverables — but can't justify mass-production minimums. Low volume assembly bridges the gap between lab prototypes and market-ready units.
Startups benefit from flexible order quantities (as few as 10–25 boards), fast turnaround times, and the ability to iterate designs between batches without scrapping thousands of units. This approach reduces capital exposure while maintaining the quality standards required to secure funding or early sales.
Medical Device Development
Medical applications depend on low volume runs for three reasons:
- Regulatory compliance: FDA 21 CFR Part 820 and ISO 13485:2016 require documented, controlled batches with exhaustive Device History Records (DHR) and lot-level traceability. Contract manufacturers must comply with these QMS requirements as an extension of the finished device manufacturer's process.
- Design iteration: Devices typically go through multiple revisions based on clinical trial feedback. Small-batch production lets teams incorporate changes without generating waste.
- IPC-A-610 Class 3 compliance: Class 3 demands uninterrupted service for mission-critical applications, requiring tighter tolerances and higher purity than Class 2 electronics. Every production unit must meet these standards — not just final runs.
Example: A medical device startup producing 200 units of a patient-monitoring board for regulatory clinical trials can generate the traceability documentation and quality records required for FDA submission without committing to 10,000-unit production minimums.
Industrial Automation and Custom Equipment
Machine builders and automation engineers often need a handful to a few hundred control boards for specific machinery lines. Each project may carry a unique BOM, making standardization impractical. Low volume assembly handles these one-off requirements without forcing unnecessary volume commitments, including:
- Motor controller PCBs for specialized production lines
- PLC interface boards for factory automation systems
- Custom sensor arrays for quality inspection equipment
- Industrial IoT gateways for predictive maintenance applications
Consumer Electronics Product Launches
Low volume runs support pre-launch seeding — producing enough units for press reviews, beta testers, and initial retail channels before confirming demand warrants high-volume tooling investment.
Beta testing quantities vary by goal:
- Usability studies: 5–12 users
- Functional bug hunts: 20–50 testers
- Survey-based UX research: 25–100 units
Skipping this stage carries real risk. The crowdfunded Zano drone project failed largely because its directors skipped a genuine 500-unit pilot build and went straight into full production, leaving unvalidated assembly bugs in thousands of shipped units.
Specialized Sectors (Automotive, Aerospace, Defense)
These industries frequently need small quantities of high-reliability boards for testing, field trials, or low-production-rate programs, where quality certification and traceability matter more than unit economics.
The DoD and aerospace sectors rely on Low-Rate Initial Production (LRIP) to validate manufacturing lines and produce test articles for Initial Operational Test and Evaluation (IOT&E) before committing to full-rate production. LRIP quantities must be at least one unit and allow the military to thoroughly test the system before signing mass production contracts.
Low Volume vs. Prototype vs. High-Volume PCB Assembly
Understanding the distinctions between these three tiers is critical for selecting the right manufacturing approach.
| Metric | Prototype | Low Volume | High Volume |
|---|---|---|---|
| Quantity | 1–10 units | 25–1,000 units | 1,000 to millions |
| Primary Goal | Design verification / Proof of concept | Design validation / Market testing | Efficiency / Low unit cost |
| Tooling / Setup | Flexible, manual, frameless stencils | Automated, moderate tooling | Hard tooling, framed stencils, robotic lines |
| Testing Method | Visual, Flying Probe (slow, no fixture cost) | AOI, Flying Probe, ICT | AOI, Bed of Nails / ICT (fast, high fixture cost) |
| Cost Per Board | Very High | Moderate | Very Low (economies of scale) |
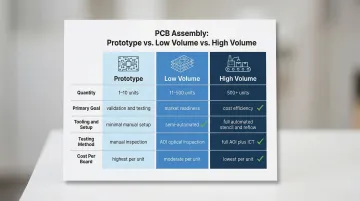
Prototype assembly (1–10 boards) is hand-built or semi-automated, used purely for concept validation. Engineers verify that the circuit functions as intended, but the assembly process does not represent production conditions.
Low volume assembly (25–1,000 boards) is where production-grade data becomes available. These runs use the same SMT pick-and-place machines, reflow ovens, and AOI systems as high-volume production — so results accurately predict how the design will perform at scale. That makes low volume the right stage for regulatory testing, customer validation, and limited market release.
High-volume assembly (thousands to millions of boards) is fully optimized for throughput and unit-cost reduction, with hard tooling, dedicated production lines, and Bed of Nails ICT fixtures.
When to Move from Low Volume to High Volume
Low volume runs carry a higher per-unit cost than high-volume production because setup costs are spread across fewer boards. The tradeoff is intentional — catching a design defect at 100 units costs a fraction of what it costs at 100,000.
Move to high volume when:
- Confirmed purchase orders or market validation justify a large production commitment
- The design is frozen, with no anticipated schematic or layout changes
- Unit economics improve significantly at the target run size (typically above 1,000–2,000 units)
- The cost of hard tooling and ICT fixtures can be recovered across the full production run
That last point on design stability isn't optional. Once an automated line is running, a single design change can cost tens of thousands of dollars in scrapped materials and new tooling — which is precisely why low volume validation exists.
Best Practices for Successful Low Volume PCB Assembly
Prioritize DFM Review Before Releasing Files
Submitting Gerber files, BOM, and assembly drawings for a DFM check before production begins identifies component placement conflicts, pad size mismatches, and clearance violations that would otherwise cause rework or yield loss.
The average first-pass yield for SMT electronics manufacturers is only 80%. Comprehensive DFM implementation typically improves yield by 5–20 percentage points and can reduce defect rates by up to 30%.
Many leading manufacturers—including SFX PCB—offer free DFM analysis on every order, making this a no-cost risk reduction step. The analysis reviews:
- Pad design and land patterns per IPC-7351 standards
- Component spacing and clearance per IPC-2221
- Trace width and impedance control
- Thermal relief and copper pour optimization
- Solder mask and silkscreen legibility
Select Components for Availability and Longevity
Specify components with verified stock availability and identify qualified alternates in the BOM for each critical part. Low volume orders are particularly vulnerable to component shortages because buyers cannot negotiate long-term supply agreements at small quantities.
In late 2021 and 2022, lead times for a basket of electronic components averaged 22 weeks, with some memory products quoting lead times up to a year. By Q4 2025, AI-driven demand caused DRAM lead times to exceed 40 weeks, forcing major suppliers to shift to allocation-only models.
Working with a manufacturer that has access to a large local component inventory—such as 600k+ stock items—reduces lead time risk significantly. Develop an Approved Manufacturer List (AML) with multiple vetted suppliers for critical components to avoid single-source dependencies.
With your component sourcing strategy in place, the next step is matching your assembly technology to your board's mechanical and electrical demands.
Match Assembly Technology to Design Requirements
Choose the appropriate assembly technology based on your design requirements:
SMT (Surface Mount Technology):
- Delivers higher component density and faster automated placement
- Supports components as small as 01005 (0402 metric) packages
- Ideal for high-speed digital circuits and compact designs
- Assembly precision of ±0.035mm
THT (Through-Hole Technology):
- Preferred for high-stress or connector applications
- Provides superior mechanical strength for components subject to physical stress
- Essential for power connectors, large capacitors, and transformers
- Wave soldering process for efficient batch assembly
Mixed-Technology Assembly:
- Combines SMT and THT on the same board
- Use THT for high-stress components; SMT for space-constrained areas
- Requires clear assembly drawings specifying which technology applies to each board area
- Reduces errors in low volume runs where operator setup time matters
Implement a Layered Inspection and Testing Strategy
A robust inspection stack for low volume assembly includes:
- AOI (Automated Optical Inspection) post-reflow catches missing components, polarity errors, and solder bridges using high-resolution camera scanning
- AXI (X-ray Inspection) for BGA and leadless packages identifies internal voids or Head-in-Pillow (HiP) defects invisible to optical inspection
- FCT (Functional Circuit Test) simulates operating conditions to verify power behavior, digital/analog I/O, communication ports, and sensors
- Flying probe testing requires no custom fixture — ideal for low volume runs at $0.50–$2 per board, though slower than ICT bed-of-nails fixtures
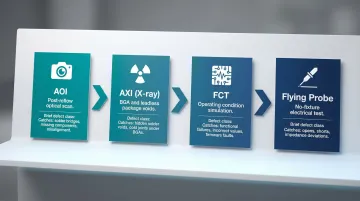
Each stage catches a different defect class. Defects found at AOI cost a fraction of what the same issue costs when discovered during functional test or in the field — making layered inspection a cost control measure, not just a quality one.
Document Quality Metrics and Maintain Revision Control
Each low volume batch should be treated as a controlled production event. Document:
- Component lot traceability
- Inspection results (AOI, X-ray, FCT)
- Process deviations or non-conformances
- First article inspection reports
- Electrical test data
Regulated industries — medical, aerospace, and defense — require this documentation by law. ISO 13485 and FDA 21 CFR Part 820 mandate complete Device History Records (DHR) and lot-level traceability for medical PCBAs.
Beyond compliance, thorough batch records provide the process baseline needed to scale into high-volume production without starting qualification from scratch.
How to Choose the Right Low Volume PCB Assembly Partner
Evaluate Certifications and Quality Standards
A credible low volume assembly partner should hold certifications that demonstrate commitment to quality management and industry-specific compliance:
| Certification | Scope & Requirement | Target Industry |
|---|---|---|
| ISO 9001 | General quality management system requirements for engineering, manufacturing, and service | All Industries |
| ISO 13485 | Medical device QMS. Requires risk-based supplier controls, strict traceability, and process validation | Medical Devices |
| IPC-A-610 (Class 2/3) | Acceptability of Electronic Assemblies. Class 2 for dedicated service; Class 3 for high-reliability/harsh environments | Aerospace, Defense, Medical, Automotive |
| RoHS & REACH | Environmental compliance confirming finished products can enter global markets | All Export Markets |
These credentials matter specifically for regulated industries because they demonstrate the manufacturer's capability to maintain documented processes, traceability, and quality standards required for regulatory submissions.
Assess Turnkey Capability and Scalability
Choose a partner who handles bare PCB fabrication, component sourcing, SMT/THT assembly, and testing under one roof. This eliminates handoff delays and communication gaps between multiple suppliers.
A partner who scales production without requiring a supplier change protects the design IP and process continuity built up during low volume runs. SFX PCB operates this way — with dedicated PCB and PCBA factories in Shenzhen and a US support office in Plano, TX, the same team handles your project from prototype to volume production.
Turnkey services should include:
- Component procurement with access to local stock (600k+ items reduces lead time risk)
- DFM/DFA analysis before production
- Full assembly (SMT, THT, mixed technology)
- Comprehensive testing (AOI, X-ray, ICT, FCT)
- Quality documentation and traceability
- Scalability from 10 units to 10,000+ without process changes

Confirm Turnaround Time and Technical Support
Request a clear production timeline commitment, understanding the conditions that affect lead time:
- Parts procurement — component availability is the primary variable
- Board complexity — multilayer designs and BGA assembly require extended processing
- Testing requirements — functional testing adds 2–3 working days
A partner who provides proactive communication on component availability issues saves significant schedule risk. Engineering support should be available to answer DFM questions before and during production, with response times under 24 hours for critical issues.
SFX PCB offers free DFM analysis on every order, responds to file submissions within 12 hours, and returns quotations within 24 hours — concrete benchmarks worth holding any prospective partner to.
Frequently Asked Questions
Who provides low-volume electronics assembly?
Specialized contract electronics manufacturers (CEMs) and PCB assembly houses offer low volume assembly, from quick-turn domestic shops to full-service global manufacturers. Prioritize partners with certified quality systems (ISO 9001, ISO 13485), in-house testing (AOI, X-ray, FCT), and the ability to scale production without a supplier change.
What is an example of low-volume electronics manufacturing?
A medical device startup producing 200 patient-monitoring boards for clinical trials, or an industrial automation firm building 50 custom motor-controller PCBs for a specific machinery line. In both cases, full mass-production tooling would be wasteful and costly — low volume assembly is the practical alternative.
What are the three types of PCBs?
The three primary types are single-sided, double-sided, and multilayer PCBs. Low volume assembly can accommodate all three, with multilayer boards being common in complex medical, automotive, and industrial designs where routing density demands more than two copper layers.
How does low volume PCB assembly differ from prototype assembly?
Prototype assembly typically produces 1–10 hand-built or semi-automated boards for concept verification. Low volume assembly uses the same production-grade SMT equipment and inspection systems as high-volume manufacturing—making the results representative of true production performance and suitable for regulatory or customer validation.
What is the typical lead time for low volume PCB assembly?
Lead time depends on board complexity and component availability. Once parts are in hand, assembly can begin within 24 hours — simple boards typically ship in a few days to two weeks, while complex multilayer or BGA designs with specialized components generally require 3–4 weeks.
Can low volume PCB assemblies meet IPC quality standards?
Yes, low volume assembly performed on production-grade equipment by an IPC-certified manufacturer meets IPC-A-610 Class 2 or Class 3 workmanship standards—the same standards applied to high-volume production. Buyers should verify their partner holds this certification, particularly for medical, aerospace, or defense applications where failures carry regulatory or safety consequences.


