
Too often, QC testing is treated as a checkbox at the end of the production line, rather than a systemic practice embedded throughout the manufacturing process—this is where most failures actually originate. This article covers what quality control testing actually achieves in PCB and electronics manufacturing, why its benefits are operational and financial—not just theoretical—and what goes wrong when it is absent.
Key Takeaways
- QC testing in PCB manufacturing inspects boards at incoming, in-process, and final stages to catch defects before field deployment
- Core benefits: early defect detection reduces rework costs, regulatory compliance opens global markets, consistent output protects customer relationships
- Skipping QC doesn't save money — it defers costs into field failures, recalls, and lost contracts
- Key methods include AOI, X-ray inspection, ICT, and Functional Circuit Testing (FCT), each targeting different failure types
- Manufacturers who apply QC consistently build traceable quality records, lower defect rates, and earn certifications for regulated industries
What Is Quality Control Testing in PCB Manufacturing?
Quality control testing in PCB and PCBA manufacturing is the set of inspection and testing procedures applied at defined production stages to confirm that boards meet electrical, mechanical, and visual specifications before shipment. These checks are designed to catch defects before they reach the field—not after.
Unlike a final end-of-line check, effective QC testing spans the full production flow:
- Incoming component inspection
- Solder paste verification
- Post-reflow AOI
- X-ray inspection of hidden joints (BGAs, QFNs)
- Electrical continuity testing
- Functional performance validation

Together, these stages form a risk management layer embedded in production itself. The goal is straightforward: every unit shipped performs as designed, whether it ends up in a medical device, an automotive control system, or an industrial automation platform.
Key Benefits of Quality Control Testing in PCB Manufacturing
Each benefit below maps to operational outcomes electronics manufacturers and their customers track: defect rate (DPMO), cost of poor quality (COPQ), first-pass yield, rework hours, field return rate, and time-to-market. These are measurable results — not abstract quality claims.
Early Defect Detection and Cost Reduction
QC testing at multiple production stages—rather than a single end-of-line check—intercepts defects when they are cheapest to fix, before boards are assembled into systems, shipped, or deployed in the field.
Each stage of inspection catches a different defect class:
- Incoming inspection catches out-of-spec components
- AOI catches solder and placement defects after reflow
- X-ray catches hidden joint failures in BGAs
- FCT catches functional failures that pass visual inspection
Without this layered approach, defects from early stages compound silently into later stages.
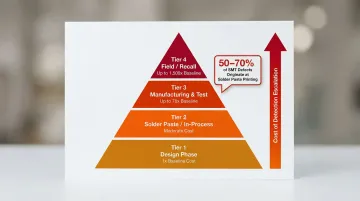
The cost-of-quality escalation principle in electronics manufacturing is stark. NASA research demonstrates that fixing a defect in the field costs 29x to 1,500x more than addressing it during the design phase, and up to 78x more than catching it during manufacturing and test stages. This isn't theoretical—it represents the real operational cost difference between rework at the board level versus a product recall or warranty repair at the system level.
Industry studies confirm that 50% to 70% of all SMT defects originate during the solder paste printing process. Catching these defects immediately after paste deposition—before component placement and reflow—prevents thousands of defective boards from advancing through production.
KPIs impacted:
- First-pass yield rate
- Defect rate (DPMO)
- Cost of poor quality (COPQ)
- Rework labor hours
- Field return rate
When this advantage matters most:
High-volume production runs where a single process drift (such as solder paste deposit variation) multiplies into thousands of defective boards before being caught; complex assemblies with BGA or fine-pitch components where visual inspection alone is insufficient.
Regulatory Compliance and Access to Regulated Markets
Many of the industries that PCB and PCBA manufacturers serve—medical devices, automotive, aerospace, industrial automation, defense—require documented, certified quality control testing as a condition of supply. QC testing is not optional in these sectors; it is the baseline requirement for entry.
QC testing creates the documentation trail (test reports, inspection records, traceability logs) that regulatory audits and customer quality requirements demand. Achieving standards like IPC-A-610 Class 2/3, ISO 13485 (medical), IATF 16949 (automotive), and RoHS/REACH requires structured QC testing embedded in every production stage.
SFX PCB holds ISO 9001, ISO 13485, ISO 14001, UL, IPC-A-610 Class 2/3, RoHS, and REACH certifications as a direct result of its integrated QC system. The company's six-stage inspection process—including SPI, 3D AOI, and X-ray inspection—ensures compliance with ISO 13485 standards at each processing stage from raw material procurement through finished PCBA delivery.
Without certified QC testing practices, a manufacturer cannot supply Class 3 medical or aerospace PCBs, cannot enter certain global markets, and cannot respond credibly to customer audits. For buyers, a manufacturer's certifications are a direct proxy for the reliability of their QC process.
Regulatory recall databases show the consequences of inadequate QC. A 2024 NHTSA recall (24E-046) for Mando Steering Systems involving nearly 4,000 units was initiated because the PCBA within the power pack "may have been unintentionally assembled using contaminated flux," causing short or open circuits that resulted in a loss of power steering assist. Similarly, an FDA Class 2 recall for the Venclose RF Ablation Catheter was caused by an internal wiring error where "red and yellow signal wires were soldered on swapped ports of the catheter PCB."

KPIs impacted:
- Audit pass rate
- Number of customer-reported NCRs (non-conformances)
- Regulatory approval timelines
- Market access breadth (number of industries/regions a manufacturer can serve)
When this advantage matters most:
When supplying to medical, automotive, aerospace, or defense customers who mandate AS9100, IATF 16949, or ISO 13485 compliance; when exporting to markets with strict substance and safety regulations (EU RoHS/REACH, UL for North America).
Consistent Product Reliability and Long-Term Customer Trust
QC testing applied consistently across production batches produces a measurable quality record that reflects whether a manufacturer's processes are genuinely in control. That documented consistency is what customers in demanding industries are actually buying when they choose a manufacturing partner.
Consistent QC testing reduces field failure rates: boards that have passed AOI, X-ray, electrical testing, and FCT arrive at the customer with a verified performance baseline. Over time, a manufacturer with rigorous QC accumulates yield data, defect trend records, and process improvement inputs that make subsequent production runs progressively more reliable.
Reliability connects directly to customer retention and total cost of ownership. A product that fails in the field generates warranty costs, replacement logistics, and reputational damage that far exceed the cost of the QC testing that could have prevented it. Advanced electronics manufacturers spend an average of 2% to 3% (and up to 5%) of total revenue on warranty claims. In 2024 alone, the U.S. semiconductor and PCB sector set aside $1.752 billion in warranty accruals.
For customers sourcing PCBs for long-lifecycle products (industrial equipment, medical instruments, telecom infrastructure), a supplier's historical defect rate and QC documentation is a decision-making factor — a differentiating factor in supplier selection. SFX PCB's commitment to 100% electrical testing on all bare boards and comprehensive functional testing for assembled boards creates this documented quality record.
KPIs impacted:
- Field return rate
- Warranty claim rate
- Customer defect PPM (parts per million)
- Repeat order rate
- Net Promoter Score (customer loyalty indicator)
Most critical in:
High-reliability applications where in-field repair is difficult or impossible (aerospace, implanted medical devices, remote industrial installations); long-production-run relationships where cumulative defect rate data determines contract renewals.
What Happens When Quality Control Testing Is Skipped or Scaled Back
When QC testing is cut short in PCB manufacturing, defects that should have been caught at inspection pass through to assembly, system integration, or field deployment. At each stage, the cost to identify, diagnose, and fix them grows significantly.
Operational outcomes that follow from weak or absent QC testing:
- Defect escape rates climb, first-pass yield drops, and rework backlogs delay shipments
- Field returns, warranty claims, and recalls become more likely — especially in medical or automotive applications where liability tracks directly to the defect
- Failing customer audits or losing IPC/ISO certification eligibility locks manufacturers out of regulated industries and competitive RFQs
- Engineering and quality teams shift into reactive firefighting mode, diagnosing field failures instead of improving processes
The cost of skipping QC testing doesn't disappear. It surfaces later — at the assembly line, in the field, or in a customer audit — and by then, the damage is harder and more expensive to undo.
How to Get the Most Value from Quality Control Testing
QC testing delivers its full value when it is embedded throughout the production flow—not concentrated at the end of the line. A staged inspection approach (incoming → in-process → final) creates multiple catch points that each serve a different defect category and allow process corrections before problems multiply.
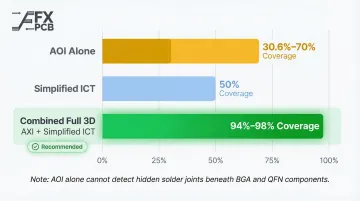
Layered inspection methods produce far broader coverage than any single technique. Research from the iNEMI Test Strategy Project shows that combining Full 3D AXI (Automated X-ray Inspection) with Simplified ICT achieves 94%–98% total defect coverage. By contrast, AOI alone captures only 30.6%–70% of defects, leaving hidden BGA and QFN joint failures undetected.
QC data only creates value when it is acted upon. Test reports should feed back into process monitoring (SPC), DFM analysis, and supplier qualification. A manufacturer that reviews defect trends and adjusts process parameters builds a self-improving production system; one that archives results without analysis is simply paying for documentation.
SFX PCB offers free DFM (Design for Manufacturability) analysis on every order as an upstream QC input that reduces downstream defect probability. By identifying potential manufacturing issues—such as insufficient spacing, annular ring problems, or design flaws—before fabrication begins, the company prevents defects at the earliest, least expensive stage.
QC testing standards should also be matched to the application's reliability class. Using the wrong class wastes resources or leaves critical gaps:
- IPC-A-610 Class 2 — standard commercial electronics where cosmetic imperfections are acceptable
- IPC-A-610 Class 3 — high-reliability applications (medical, aerospace, defense) with zero tolerance for field failure
Matching the protocol to the end-use environment is what makes QC testing proportionate and effective, rather than over- or under-specified.
Conclusion
Quality control testing in PCB manufacturing serves a purpose far beyond regulatory compliance. It is the operational mechanism through which consistent product quality is achieved, verified, and communicated to customers and regulators — and its real value lies in the control, visibility, and documented traceability it creates across every production batch.
When applied consistently, these advantages compound over time:
- Early defect detection reduces rework costs and protects production schedules
- Regulatory compliance opens access to medical, automotive, and other regulated markets
- Documented traceability builds the quality record customers and auditors require
Manufacturers who treat QC testing as an ongoing practice — not a one-time inspection step — develop the certifications and audit history that win contracts, retain customers, and support expansion into new, regulated markets.
Frequently Asked Questions
What is the purpose of quality control testing?
QC testing verifies that products meet defined specifications at each stage of production, catching defects before they escalate into costly field failures. In PCB manufacturing specifically, it covers electrical, mechanical, and visual conformance across incoming materials, in-process inspection, and final output.
When should you do quality control testing?
QC testing should occur at multiple defined stages throughout production: incoming component inspection, post-reflow and post-assembly inspection, and final functional testing. Methods and frequency are scaled to the product's complexity and target reliability class.
What are the most common quality control tests used in PCB manufacturing?
The primary methods are: Automated Optical Inspection (AOI) for visual and solder defects, X-ray for hidden joints (BGAs, QFNs), 100% electrical testing for bare boards (opens/shorts), In-Circuit Testing (ICT), and Functional Circuit Testing (FCT) to verify performance under operating conditions.
What is the difference between quality control and quality assurance in electronics manufacturing?
QC is the operational inspection and testing activity applied to outputs at each production stage, while QA is the broader system of processes and standards designed to prevent defects from occurring. Certifications like ISO 9001 and ISO 13485 govern both.
How does quality control testing reduce manufacturing costs?
Defects caught at the inspection stage cost far less to fix than those discovered after assembly, system integration, or field deployment. Consistent QC testing reduces rework, prevents recalls, and lowers the overall cost of poor quality (COPQ) by catching problems before they compound.
What happens if quality control testing is skipped in electronics manufacturing?
Without QC testing, defects pass undetected into finished assemblies or customer hands, driving up field failures, warranty costs, and potential recalls. The consequences are especially severe in safety-critical applications like medical devices or automotive systems, where regulatory non-compliance and liability exposure are immediate risks.


