Significance of Quick Turn PCB for Modern Electronics

SFX PCB works with ceramic PCB and varieties of PCB products. So, we have decided to share the definition and its uses with our readers. Ceramic PCB is a circuit board made with a ceramic base material.
BGA PCB (Ball Grid Array Printed Circuit Boards)
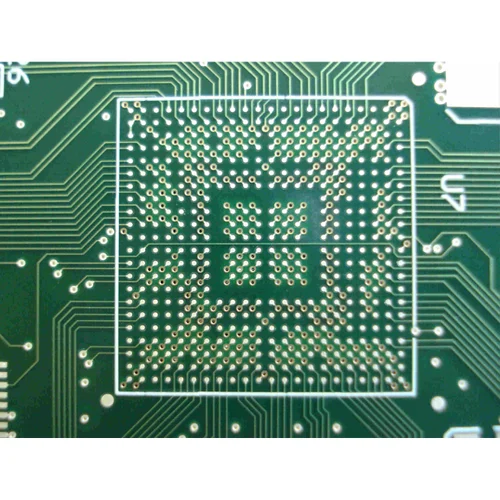
SFX PCB works with ceramic PCB and varieties of PCB products. So, we have decided to share the definition and its uses with our readers. Ceramic PCB is a circuit board made with a ceramic base material.
Step-by-Step Guide to Repair PCB Trace

SFX PCB works with ceramic PCB and varieties of PCB products. So, we have decided to share the definition and its uses with our readers. Ceramic PCB is a circuit board made with a ceramic base material.
SMT PCBA Overview
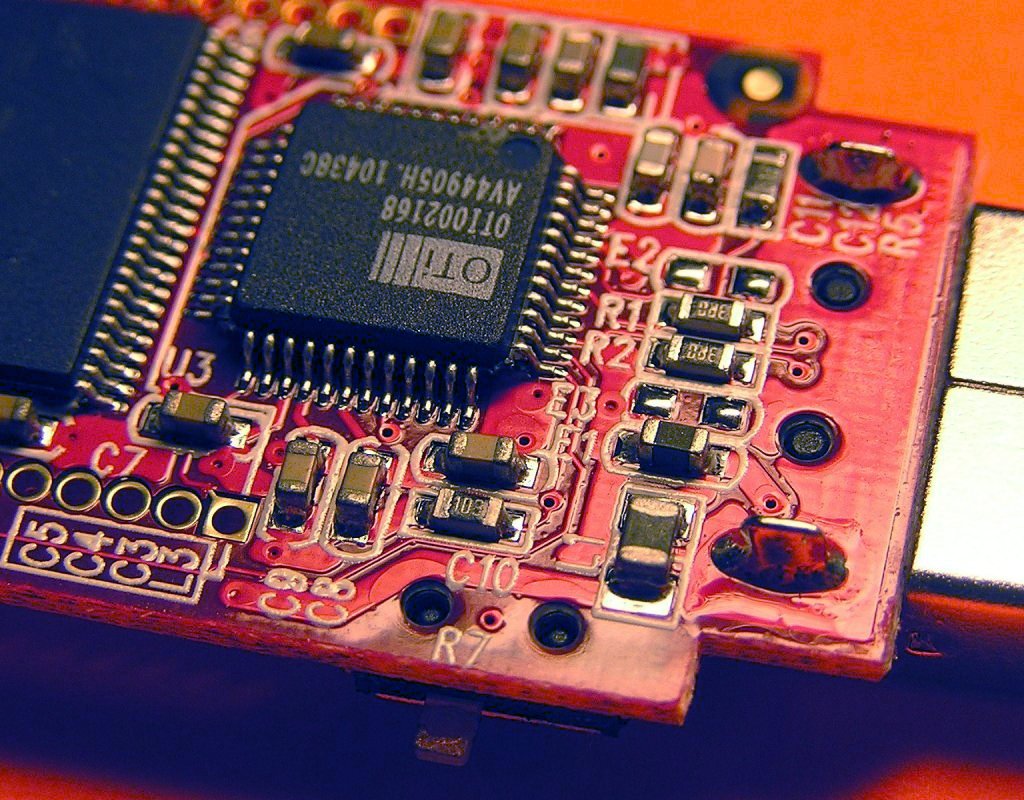
SFX PCB works with ceramic PCB and varieties of PCB products. So, we have decided to share the definition and its uses with our readers. Ceramic PCB is a circuit board made with a ceramic base material.
How PCB Troubleshooting and Repair Your PCB

SFX PCB works with ceramic PCB and varieties of PCB products. So, we have decided to share the definition and its uses with our readers. Ceramic PCB is a circuit board made with a ceramic base material.
RF PCB and Its Design Guidelines

SFX PCB works with ceramic PCB and varieties of PCB products. So, we have decided to share the definition and its uses with our readers. Ceramic PCB is a circuit board made with a ceramic base material.
PCB Inspection: Methods and Essential Equipment

SFX PCB works with ceramic PCB and varieties of PCB products. So, we have decided to share the definition and its uses with our readers. Ceramic PCB is a circuit board made with a ceramic base material.
Complete In-Circuit Testing (ICT) Guide
SFX PCB works with ceramic PCB and varieties of PCB products. So, we have decided to share the definition and its uses with our readers. Ceramic PCB is a circuit board made with a ceramic base material.
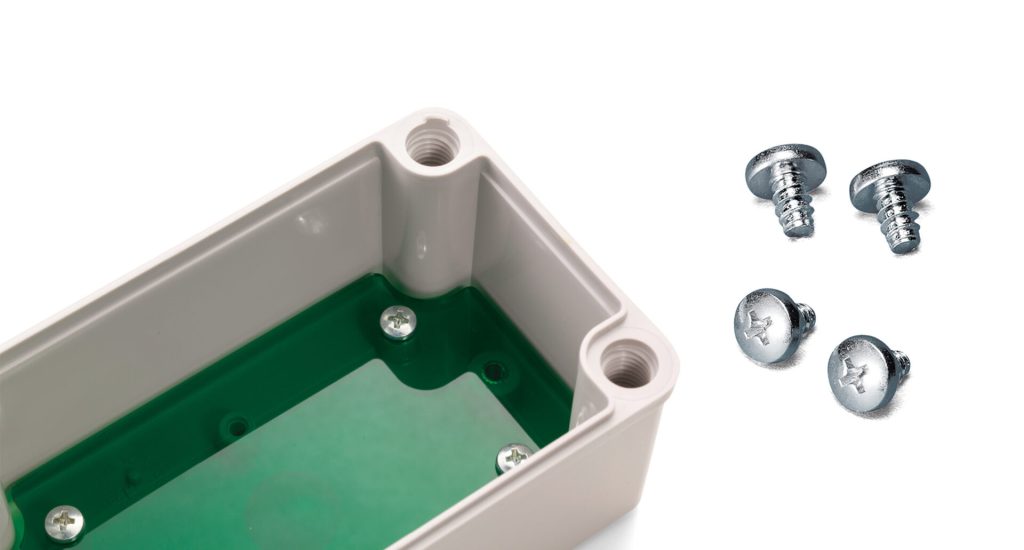
Comprehensive Guide to PCB Mounting and PCB Mount Switches
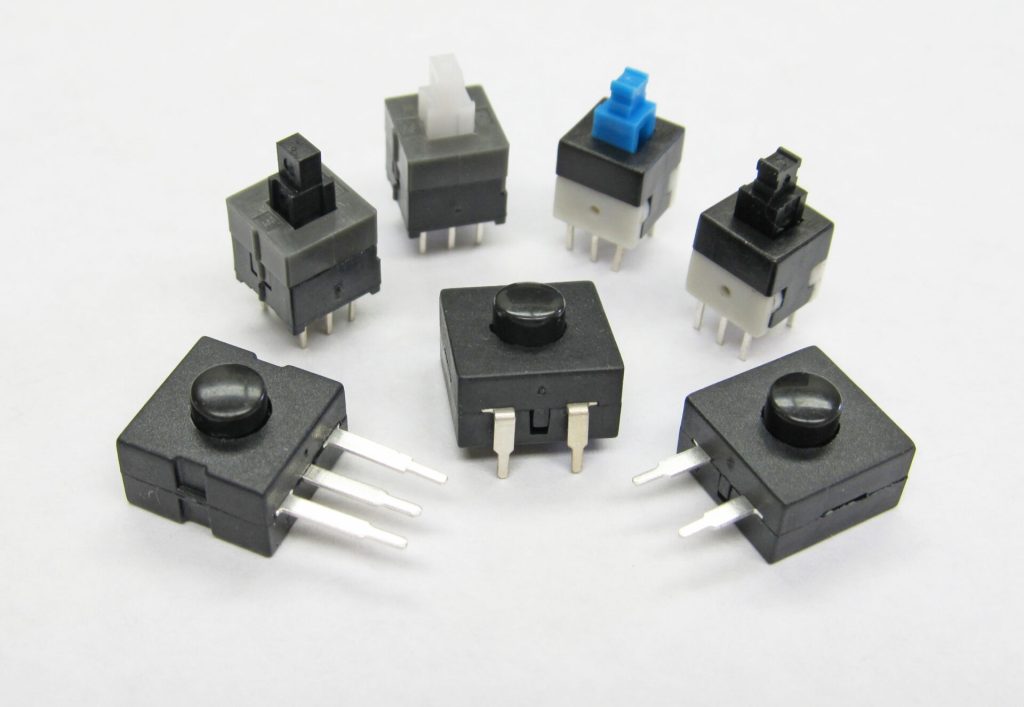
SFX PCB works with ceramic PCB and varieties of PCB products. So, we have decided to share the definition and its uses with our readers. Ceramic PCB is a circuit board made with a ceramic base material.
CubeSat Magnetorquer PCB board

SFX PCB works with ceramic PCB and varieties of PCB products. So, we have decided to share the definition and its uses with our readers. Ceramic PCB is a circuit board made with a ceramic base material.